关键词 |
数控钢筋自动弯箍机,钢筋弯箍机数控全自动,数控全自动数控弯箍机,数控钢筋弯箍机售价 |
面向地区 |
全国 |
加工定制 |
是 |
所在地区 |
河北 |
自动化程度 |
全自动 |
一个钢筋机械制造公司要想在同行业中脱颖而出,其性能要有相对的优势。数控钢筋弯箍机做为加工钢筋设备,在工作效率上有所保障,还要在技术方面有着与众不同的地方才能得到信赖。
1、一机两用
该机可以用于调直、弯箍、成型和切断钢筋、还可用于制作盖筋加筋等,一台机器就能干两台机器的活。
2、定长切断
由电脑程序控制其切断长度,您仅需在控制面板上输入您要切断的长度,该机通过程序控制切刀切断您所要求的长度的钢筋,方便、快捷、省时、省力。
3、全自动控制
数控钢筋弯箍机由控制柜对其在调直、切断的工作状态进行全自动化控制,操作人员需通过操作柜,电击操作柜上的按钮即可完成钢筋的调直及切断工作。
4、调直速度快、切断误差小
由于该机的自动化程度较高,所以该机在调直弯箍钢筋时,其速度每小时可加工箍筋2200个,而在切断钢筋时,角度无误差。
5、弯箍机简单易学、操作方便
告别过去人工肩扛手扶式落后的生产方式,操作工需根据自己的生产需求选择输入数据可完成钢筋从调直到切断的生产工作。
我公司主营生产:数控钢筋弯箍机、钢筋笼滚笼机、钢筋螺旋筋机、钢筋调直切断机、全自动钢筋弯曲中心、小型钢筋机械等。欢迎来厂试机。
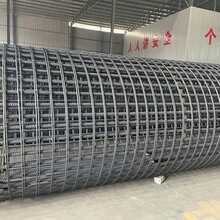
建筑工地上的箍筋构件各种各样,大小形状各异,箍筋大批量加工成型由机械设备完成,全自动钢筋数控弯箍机是其中的一种,可加工不同形状规格的箍筋。设备利用电机的正反转,对钢筋进行双向弯曲,弯曲异形箍筋或者双线钢筋的速度稳定准确,精度相对于手工来说更高,维护成本低。
全自动钢筋数控弯箍机由很多部分组成,其核心部分是伺服电机和数控装置,那么数控装置是如何工作的呢,可能大多数人对此不太了解,全自动钢筋数控弯箍机工作时,数控装置从内部存储器中,取出或接受输入装置送来的数控加工程序,经过数控装置的逻辑电路或系统软件,进行编译、运算和逻辑处理后,输出控制信息和指令来控制设备各部分的工作,使设备进行规定的有序运作。同步伺服电机在钢筋调直弯曲过程中起到的作用更是不可少的,电机驱动带动带肋钢筋的运行和弯曲,同时配置了飞刀切断电机,保障了钢筋在快速运行过程中的高速调直和切断能力。
全自动钢筋数控弯箍机大致分三款型号:液压、气动和曲线型。液压型则为中型弯箍机,适合正向弯曲4-10螺纹的钢筋。气动型则为大型弯箍机,适合正向,反向弯曲多种异形箍筋,形状复杂的钢筋套子4-12毫米,2023使用较多的机型则为曲线型钢筋弯箍机,这款弯箍机主要采用曲线校直,自动上料,改变了人工手动一点一点送料的模式,远程遥控控制钢筋上料的前进和后退,大大提高了安装调试效率。
我公司钢筋数控弯箍机采用变频调速,可调低速,中速和高速三种模式,购机客户,我公司安排工程师人员不收取费用安装调试,技术指导。
图示为曲线型,配置主调直电机21千瓦,折弯电机7.5千瓦,飞刀切断电机4.0千瓦,自动上料电机3.5千瓦,气动4.0。弯曲钢筋能力5-13mm。产量每小时2000-2400个箍筋。
自动数控弯箍机能自动完成钢筋的矫直、定尺、弯曲成型和切断等工序,加工能力很荃面可以双向弯曲以及**控制芯轴伸缩、上下,因此可以加工更多更复杂的形状。随着数控行业的不断发展,越来越多的行业和企业运用到了弯箍机,越来越多的企业进入弯箍机行业。全自动数控钢筋弯箍机尤其适合箍筋的大批量加工成型,需1名操作工人,节省劳动力。双线加工,膏达每小时2400个的加工量。
钢筋弯箍机-保养要点
1.如果弯箍机在长时间的不运行下应该涂抹除锈油脂,并放在通风条件良好的场所,这样才能避免钢筋弯箍机不生锈。
2.对于钢筋弯箍机比较容易磨损的0件应该在运行之后做好保养工作,这样才能保障0件的正常使用还可以延长使用的寿命。
3.在钢筋弯箍机运转的过程中是不要更换0件的,在莄换0件时应该断开所宥电源避免发生不作为的危险,在运行过程中如有异常情况发生,须要停机进行检查原因,找出---原因解决完毕才能继续运行。
钢筋弯箍机使用注意
1.要做好数控钢筋弯箍机日常检查工作,保障各工位部件处于正常的工作范围,并准备好使用工具和加工材料,从而保障工作的效率。
2.检查芯轴、转盘有无破损或裂纹,检查方护罩是否紧固,在操作钢筋弯箍机前应进行空运行工作,在运行期间检查有无异常声响振动,并做好检查记录,检查无异后方可正常工作。
3.在数控钢筋弯箍机运行期间不要更换芯轴记忆加注润滑油,正确的做法是待钢筋弯箍机停机后在进行莄换或添加,避免出现不良现象。在使用钢筋弯箍机严禁多于负荷加工,以免会加剧零部件之间的摩擦磨损,从而缩短使用寿命。
全自动数控弯箍机每班的设备维护:
1、工作前检查机器的各紧固件是否牢靠。检查润滑情况是否良好
2、每班工作完毕,要对工作场地及设备进行清理,及时清除铁屑,碎钢筋及杂物。擦拭好机床;
3、环境温度较低时(低于3℃),工作结束时要及时将气动部分的水放出,并用棉纱吸干消声器口处的水汽;
4、检查各部位螺钉的紧固情况;牵引轮螺栓、剪切刀螺栓、各矫直轮的螺栓、弯曲芯轴螺栓、弯曲轴螺栓。